 大纲
大纲
为缩短产品的成型周期同时提升零件质量,Objectify Technologies Pvt. Ltd.设计异型冷却水路作为解决方案。在利用Moldex3D模拟原始设计水路及异型水路的冷却效率及产品翘曲差异后,决定将隔板式水路换成以DMLS技术制作的异型水路。经实际开模使用,验证了Moldex3D之分析结果与现场高度相符。
挑战
缩短冷却时间
减少间隙内的翘曲及零件组装的填隙公差
解决方案
打造全新异型水路设计以改进冷却效率。新的异型水路设计能有效优化必要的冷却时间,在短时间内即可达到目标温度。
效益
冷却时间缩短约 65%
翘曲大致上减少为 25%
整体产能提升至 50%
案例研究
为追求轻量化与节省能源,汽机车产业使用射出成型的塑料零件取代金属零件的比例越来越高。在本案例中,产品弯曲的管状设计造成模具内部冷却不易。传统的加工方式仅能制作结构简单的直通水路,无法让产品均匀且快速的冷却。这不仅造成产品成型周期过长,冷却不均也让产品变形严重、良率降低。因此Objectify Technologies Pvt. Ltd团队利用Moldex3D分析异型水路与传统水路差异,利用直接金属雷射烧结(DMLS)技术,实现异型水路的优势。结果大幅降低产品成型周期,同时减少变形、提升良率,为客户提高产能。
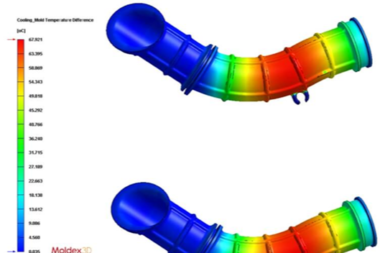
传统水路设计如图一所示,隔板式水路无法深入弯管内部,导致产品在冷却阶段结束后温度分布不均,软管一端已完全冷却,而另一端却出现积热,导致产品公母模温差高达70℃(图二)。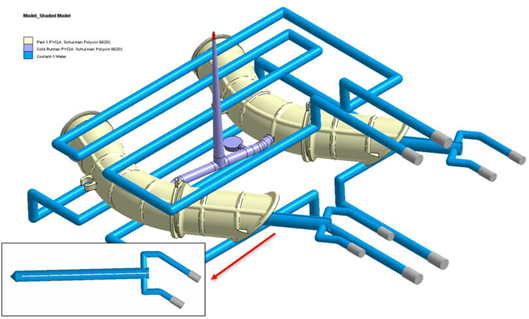
图一 原始隔板式水路设计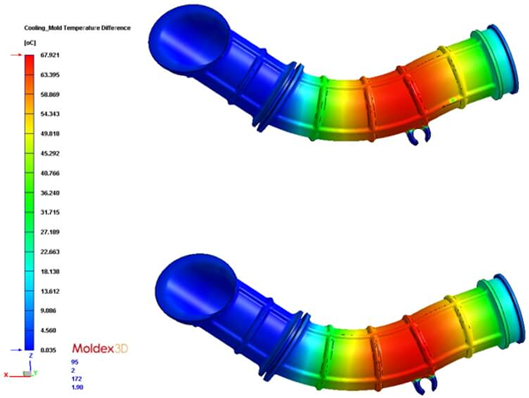
图二 使用隔板式水路时,公母模温差分布图
优化方案将隔板式水路改为异型水路(图三),此时水路可通过整个塑件内,原先积热问题可获得解决,使得公母模温差下降至15℃(图四)。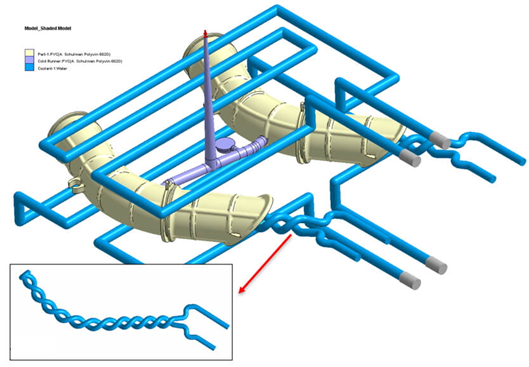
图三 异型水路设计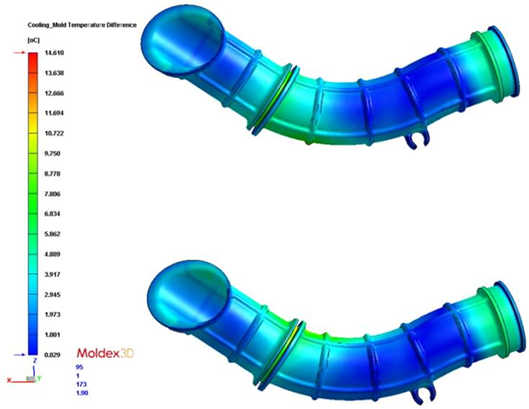
图四 改用异型水路后,公母模温差分布图
此外,由图五中模座温度剖面图可更清楚观察到,模具温度受到不同的冷却水路设计影响出现巨大差异。图五(a)中使用原始水路设计,靠近隔板式水路端,模具温度在圆管内外分布均匀;而远离隔板式水路端,圆管内部无法有效散热,温度明显较高。图五(b)则采用异型水路设计,由于水路可沿着圆管内部几何造型排列,管内外无明显温差,也不会出现产品两端温度分布不均的情况。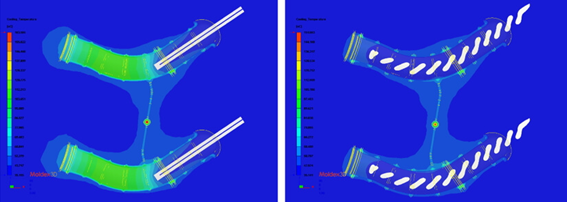
图五 模座温度剖面图:(a)原始隔板式水路设计;(b)异型水路设计
原始水路设计无法均匀降温,造成产品严重的变形问题。使用异型水路解决积热问题后,产品变形的情况才获得大幅改善,产品总变形量由原先3.8毫米下降至2.9毫米(图六),有效提升产品良率。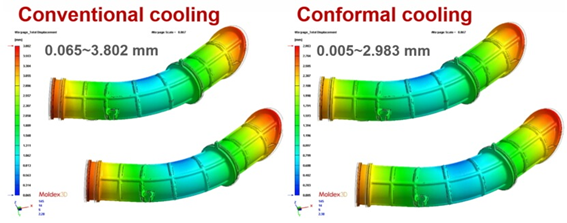
图六 产品翘曲变形:(a)原始隔板式水路设计;(b)异型水路设计
最终,客户运用Moldex3D协助修改与预测优化条件,经现场试模结果显示,有效降低成型时间与翘曲。(图7)
图七 现场试模结果:(a)成型周期;(b)优化后产品
结果
Objectify Technologies Pvt. Ltd团队运用直接金属雷射烧结(DMLS)技术实现异型水路设计,经现场试模验证,利用Moldex3D所预测新的异型水路冷却时间仅需9秒,相较于使用隔板式水路时需要25秒,冷却时间缩短65%,显著提升整体产能。此外,冷却后产品均匀的温度分布导致变形量降低约25%,实现了产品质量的优化。研究结果证明,利用Moldex3D的卓越制程优化性能,可为制造业者提供了实质而可靠的解决方案,促使更高效的生产流程。